
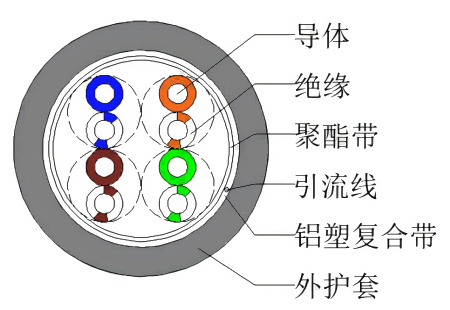
ווען די קאַבל סיסטעם ווערט געלייגט אונטער דער ערד, אין אַן אונטערערדישן דורכגאַנג אָדער אין וואַסער וואָס איז פּראָנע צו וואַסער אָנקלייַבן, כּדי צו פאַרהיטן וואַסער פארע און וואַסער פון אַרייַן אין די קאַבל איזאָלאַציע שיכט און ענשור די לעבן פון די קאַבל, זאָל דער קאַבל אַדאַפּט אַ ראַדיאַל נישט-דורכדרינגלעך באַריער שיכט סטרוקטור, וואָס כולל אַ מעטאַל שילד און אַ מעטאַל-פּלאַסטיק קאָמפּאָזיט שילד. בליי, קופּער, אַלומינום און אנדערע מעטאַל מאַטעריאַלס ווערן אָפט געניצט ווי מעטאַל שילדן פֿאַר קאַבלען; אַ מעטאַל-פּלאַסטיק קאָמפּאָזיט טייפּ און אַ פּאָליעטילען שילד פאָרמען אַ מעטאַל-פּלאַסטיק קאָמפּאָזיט שילד פון אַ קאַבל. מעטאַל-פּלאַסטיק קאָמפּאָזיט שיידינג, אויך באַקאַנט ווי קאָמפּרעהענסיוו שיידינג, איז קעראַקטערייזד דורך ווייכקייט, פּאָרטאַביליטי, און וואַסער דורכדרינגלעכקייט איז פיל קלענערער ווי פּלאַסטיק, גומע שיידינג, פּאַסיק פֿאַר ערטער מיט הויך וואַסערפּרוף פאָרשטעלונג רעקווירעמענץ, אָבער קאַמפּערד מיט מעטאַל שיידינג, מעטאַל-פּלאַסטיק קאָמפּאָזיט שיידינג האט נאָך אַ זיכער דורכדרינגלעכקייט.
אין די אייראפעאישע מיטל-וואָולטידזש קאַבל סטאַנדאַרדן ווי HD 620 S2: 2009, NF C33-226: 2016, UNE 211620: 2020, ווערט איין-זייטיקע באדעקטע פּלאַסטיק באדעקטע אַלומינום טייפּ גענוצט ווי אַ פולשטענדיק וואַסערפּרוף דעקונג פֿאַר מאַכט קאַבלען. די מעטאַל שיכט פון איין-זייטיקעפּלאַסטיק באדעקט אַלומינום טייפּאיז אין דירעקטן קאָנטאַקט מיטן איזאָלירנדיקן שילד, און שפּילט די ראָלע פֿון אַ מעטאַל שילד אין דער זעלבער צייט. אין דעם אייראָפּעיִשן סטאַנדאַרט, איז עס נייטיק צו פּרובירן די סטריפּינג קראַפט צווישן דעם פּלאַסטיק באדעקטן אַלומינום טייפּ און דעם קאַבל שיכט און דורכפֿירן קעראָוזשאַן קעגנשטעל טעסץ צו מעסטן די ראַדיאַל וואַסער קעגנשטעל פֿון דעם קאַבל; אין דער זעלבער צייט, איז עס אויך נייטיק צו מעסטן די גלייכשטראָם קעגנשטעל פֿון דעם פּלאַסטיק באדעקטן אַלומינום טייפּ צו מעסטן זיין פֿעיִקייט צו טראָגן קורץ-קרייז קראַנט.
1. קלאַסיפיקאַציע פון פּלאַסטיק קאָוטאַד אַלומינום טייפּ
לויט די פאַרשידענע נומער פון פּלאַסטיק פילם קאָוטאַד מיט אַלומינום סאַבסטראַט מאַטעריאַל, עס קענען זיין צעטיילט אין צוויי מינים פון לאַנדזשאַטודאַנאַל קאָוטינג פּראָצעס: טאָפּל-סיידאַד פּלאַסטיק קאָוטאַד אַלומינום טייפּ און איין-סיידאַד פּלאַסטיק קאָוטאַד אַלומינום טייפּ.
די פולשטענדיקע וואַסערפּרוף און נעץ-דערווייַז שוץ-שיכט פון מיטל און נידעריק וואָולטידזש מאַכט קייבאַלז און אָפּטישע קייבאַלז צוזאַמענגעשטעלט פון צוויי-זייַטיק פּלאַסטיק באדעקט אַלומינום טייפּ און פּאָליעטילען, פּאָליאָלעפין און אנדערע שידינג שפּילט די ראָלע פון ראַדיאַל וואַסער און נעץ-דערווייַז. איין-זייַטיק פּלאַסטיק באדעקט אַלומינום טייפּ איז מערסטנס געניצט פֿאַר מעטאַל שילדינג פון קאָמוניקאַציע קייבאַלז.
אין עטלעכע אייראפעאישע סטאַנדאַרדן, אין דערצו צו ווערן גענוצט ווי אַ פולשטענדיק וואַסערפּרוף שייד, איין-זייַטיק פּלאַסטיק קאָוטאַד אַלומינום טייפּ איז אויך גענוצט ווי אַ מעטאַל שילד פֿאַר מיטל וואָולטידזש קייבאַלז, און אַלומינום טייפּ שילדינג האט קלאָר קאָסטן אַדוואַנידזשיז קאַמפּערד מיט קופּער שילדינג.
2. לאַנדזשאַטודאַנאַל ראַפּינג פּראָצעס פון פּלאַסטיק קאָוטאַד אַלומינום טייפּ
דער לענג-איינוויקלונג פּראָצעס פון דעם אַלומינום-פּלאַסטיק קאָמפּאָזיט פּאַס באַציט זיך צו דעם פּראָצעס פון טראַנספאָרמירן דעם פּלאַסטיק באדעקטן אַלומינום טייפּ פון דער אָריגינעלער פלאַכער פאָרעם צו דער רער פאָרעם דורך אַ סעריע פון פורעם דעפאָרמאַציע, און פֿאַרבינדן די צוויי עקן פון דעם פּלאַסטיק באדעקטן אַלומינום טייפּ. די צוויי עקן פון דעם פּלאַסטיק באדעקטן אַלומינום טייפּ זענען פלאַך און גלאַט, די עקן זענען פעסט פֿאַרבונדן, און עס איז נישט קיין אַלומינום-פּלאַסטיק שאָלעכץ.
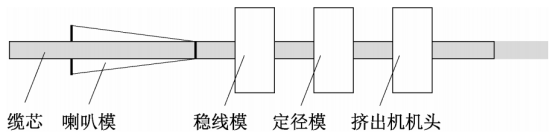
דער פּראָצעס פון טוישן די פּלאַסטיק באדעקטע אַלומינום טייפּ פון אַ פלאַכער פאָרעם צו אַ רער-פאָרעם קען ווערן רעאַליזירט דורך ניצן אַ לאַנדזשאַטודאַנאַלן איינוויקלען שטייַף צוזאַמענגעשטעלט פון אַ לאַנדזשאַטודאַנאַלן איינוויקלען האָרן שטייַף, אַ ליניע סטאַביליזאַציע שטייַף און אַ סייזינג שטייַף. די פלוס דיאַגראַמע פון די לאַנדזשאַטודאַנאַלן איינוויקלען מאָלדינג שטייַף פון די פּלאַסטיק באדעקטע אַלומינום טייפּ איז געוויזן אין די פאלגענדע בילד. די צוויי עקן פון די רער-פאָרעם פּלאַסטיק באדעקטע אַלומינום טייפּ קענען ווערן פארבונדן דורך צוויי פּראָצעסן: הייסע באַנדינג און קאַלטע באַנדינג.
(1) הייסע פארבינדונג פראצעס
דער טערמישער פארבינדונג פראצעס איז צו ניצן די פלאסטיק שיכט פון די פלאסטיק באדעקטע אלומיניום טייפ צו ווערן ווייכער ביי 70~90℃. אין דעם דעפארמאציע פראצעס פון די פלאסטיק באדעקטע אלומיניום טייפ, ווערט די פלאסטיק שיכט ביים פארבינדונג פון די פלאסטיק באדעקטע אלומיניום טייפ געהייצט מיט א הייסע לופט ביקס אדער א בלאטארטש פלאם, און די צוויי עקן פון די פלאסטיק באדעקטע אלומיניום טייפ ווערן צוזאמענגעבונדן מיט די וויסקאזיטעט נאכדעם וואס די פלאסטיק שיכט ווערט ווייכער. קלעפט די צוויי עקן פון די פלאסטיק באדעקטע אלומיניום טייפ פעסט.
(2) קאלט פארבינדונג פראצעס
דער קאלט-פארבינדונג פראצעס איז צעטיילט אין צוויי סארטן, איינס איז צו לייגן א לאנגע סטאבעלע שטאבילע פארע אין מיטן פון די קאליפער שטאבילע און די עקסטרודער קאפ, אזוי אז די פלאסטיק-באדעקטע אלומיניום טייפ האלט א רעלאטיוו סטאבעלע רער-סטרוקטור פארן אריינגיין אין דעם קאפ פון די עקסטרודער, דער ארויסגאנג פון די סטאבעלע שטאבילע איז נאנט צום ארויסגאנג פון די עקסטרודער'ס שטאבילע קערן, און די אלומיניום-פלאסטיק קאמפאזיט גייט גלייך אריין אין די עקסטרודער'ס שטאבילע קערן נאכן ארויסנעמען די סטאבעלע שטאבילע. דער עקסטרוזיע דרוק פון די שייד מאטעריאל האלט די רער-סטרוקטור פון די פלאסטיק-באדעקטע אלומיניום טייפ, און די הויכע טעמפעראטור פון די עקסטרודירטע פלאסטיק מאכט ווייך די פלאסטיק שיכט פון די פלאסטיק-באדעקטע אלומיניום טייפ צו פארענדיגן די פארבינדונג ארבעט. די טעכנאלאגיע איז פאסיג פאר צוויי-זייטיגע לאמינירטע פלאסטיק-באדעקטע אלומיניום טייפ, די פראדוקציע עקוויפמענט איז פשוט צו אפערירן, אבער די פורעם פראצעסירונג איז רעלאטיוו קאמפליצירט, און די פלאסטיק-באדעקטע אלומיניום טייפ איז גרינג צו צוריקשלעפן.
נאך א קאלט-געבונדענע פראצעס איז די נוצן פון הייס-געשמעלץ קלעפּשטאָף, הייס-געשמעלץ קלעפּשטאָף ווערט געשמאָלצן דורך דער עקסטרוזיע-מאַשין אין דער לענג-איינוויקלונג האָרן פורעם פּאָזיציע, וואָס ווערט אויסגעפּרעסט אויף איין זייט פון דער אויסערלעכער ברעג פון דער פּלאַסטיק-באדעקטער אַלומינום טייפּ, און די צוויי ברעג פּאָזיציעס פון דער פּלאַסטיק-באדעקטער אַלומינום טייפּ ווערן דורכגעפירט דורך דער סטאַביל ליניע און סייזינג שטאַרבן נאָך דעם הייס-געשמעלץ קלעפּשטאָף-בונד. די טעכנאָלאָגיע איז פּאַסיק פֿאַר ביידע צוויי-זייַטיקע פּלאַסטיק-באדעקטע אַלומינום טייפּ און איין-זייַטיקע פּלאַסטיק-באדעקטע אַלומינום טייפּ. די פורעם פּראַסעסינג און פּראָדוקציע עקוויפּמענט איז פּשוט צו אַרבעטן, אָבער די קוואַליטעט פון די הייס-געשמעלץ קלעפּשטאָף איז שטאַרק אַפעקטירט דורך דער קוואַליטעט פון די הייס-געשמעלץ קלעפּשטאָף.
כּדי צו זיכער מאַכן די פאַרלעסלעכקייט פון דער אָפּעראַציע פון דער קאַבל סיסטעם, מוז דער מעטאַל שילד זיין עלעקטריש פארבונדן מיטן איזאָלאַציע שילד פון דעם קאַבל, אַזוי מוז מען נוצן די איין-זייַטיקע פּלאַסטיק באדעקטע אַלומינום טייפּ ווי דער מעטאַל שילד פון דעם קאַבל. למשל, דער הייסער באַנדינג פּראָצעס וואָס ווערט דערמאָנט אין דעם פּאַפּיר איז נאָר פּאַסיק פֿאַר צוויי-זייַטיקע...פּלאַסטיק באדעקט אַלומינום טייפּ, בשעת דער קאלט-בונדינג פראצעס מיט הייס-צעשמעלץ קלעפּשטאָף איז מער פּאַסיק פֿאַר איין-זייטיג פּלאַסטיק באדעקט אַלומינום טייפּ.
פּאָסט צייט: 30סטן יולי 2024